Изготовление воздуховодов.
В специализированных цехах изготавливаются прямые воздуховоды и фасонные изделия для аспирации, вентиляции и пневмотранспортного оборудования. Воздуховоды комплектуют соединительными деталями и элементами монтажа. Современное производство позволяет выполнять любые объёмы и в короткие сроки. Поставки вентиляторов, циклонов и фильтров производятся с завода-изготовителя.

Для систем аспирации применяются воздуховоды круглого сечения, для вентиляции - прямоугольного и круглого. Изготавливаются из тонколистовой оцинкованной стали. По способу изготовления воздуховоды подразделяются на прямошовные и спирально-навивные. Для систем пневматического и самотечного трубного транспорта воздуховоды, материалопроводы и фасонные детали изготавливают из более толстого оцинкованного, или сварным способом из чёрного листового металла.
Для производства прямошовных круглых и прямоугольных стальных воздуховодов используются электроприводные станки и механизмы, составляющие технологическую линию обработки. Заготовка из плоского листа проходит несколько последовательных операций. Сначала рулон разрезается в необходимый формат, соответствующий размерам выкройки изделия. Затем на двух противоположных краях заготовки фальцегибочными механизмами или на фальцепрокатном стане формируются прямые фальцы. Придание круглой формы происходит в трёхвалковых, в пятивалковых вальцах. Прямоугольные короба гнутся листогибом или на линии многосторонней гибки листа. Уплотнение соединительного шва производится в фальцеосадочном станке.
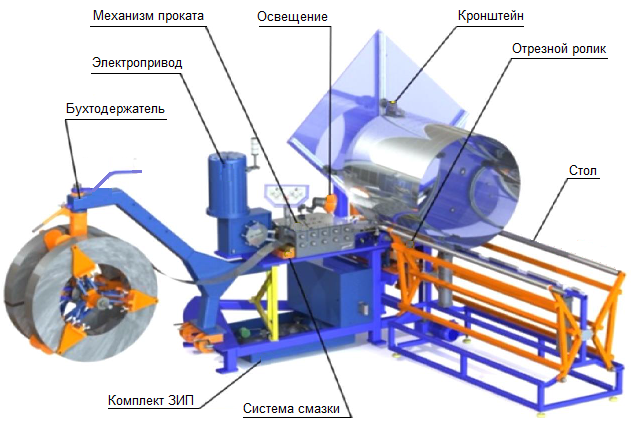
Для изготовления спирально-навивных труб применяются комплексные станки, состоящие из нескольких. Материалом служит лента из тонколистовой стали толщиной от 0,5 до 1,2 мм, определённой ширины, заготовленная и поставляемая в бухтах. Один из таких станков, его состав и схема работы представлены на рисунке. Подачу ленты в формирующие кольца обеспечивает роликопрокатный механизм. В смазывающем устройстве поверхность материала смазывается на участке наибольшего трения – в месте формирования соединительного шва. Роликовый отрезной механизм разрезает трубу на части заданной длины. Весь процесс изготовления воздуховодов автоматизирован.