Сделать ручной листогибочный станок просто.
Ручной листогибочный станок несложно сделать по принципу работы традиционной "мялки" жестянщиков-кровельщиков, в которой вместо двух поворотных досок применить два ровных, прямых уголка и две пары обыкновенных дверных петель большого размера. Такое несложное приспособление даёт возможность изготовления как длинномерных погонных, доборных деталей для кровли крыши, так и отдельных элементов различных изделий из тонколистового металла практически любых разнообразных профилей. Коньки, отливы, парапеты на забор, колпаки для столба, вентиляционные короба, трубы и др., сделанные с помощью станка, будут иметь высокоэстетичный внешний вид, сопоставимый с заводскими жестяными изделиями. Применяется как кромкогибочный при подготовке картин из тонколистовой стали для покрытия крыши оцинкованным железом. Изготовление картин рядового покрытия крыши, настенных желобов и карнизных свесов показано на странице "Стальная кровля".
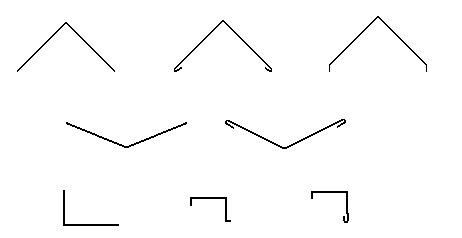
Профили и сечения изделий, которые можно выполнить на станке:
Коньки, уголки, планки ендовые и ветровые:
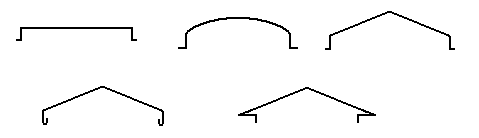
Отливы на окна, для цоколя фундамента, карнизные планки и свесы:

Парапеты, отливы на забор:
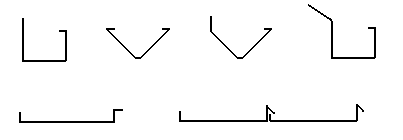
Трубы прямоугольного сечения, короба для вентиляции:

Водосточные желоба, детали кровли:
Оптимальная толщина металла 0,45 - 0,5 - 0,55 мм. Длина изделий до 2500 мм. Устанавливается на любом столе или верстаке соответствующей длины. Качество гибки волне конкурентноспособно с гибкой на заводских станках. Производительность самодельного листогиба зависит от сложности изделий, т. е. от количества последовательных гибов при их изготовлении. Например, время гибки отрезанной заготовки в уголок - всего 10 - 20 секунд, а парапета сложной конфигурации - 3 - 4 минуты.
Несмотря на ручное обслуживание, производительность такого самодельного листогибочного станка достаточна для выполнения объёмов работ индивидуального мастера или небольшой мобильной бригады.
Простота устройства, отсутствие дорогих компонентов, позволяют самому изготовить ручной листогиб, без расходов на приобретение заводского оборудования.
Отсутствие затрат при самостоятельном изготовлении станка и хорошее качество изделий компенсируют неудобство ручного харктера работы и необходимости последовательной переустановки заготовок в процессе гибки. Небольшие размеры и вес позволяют применить (или даже сделать заново) такой листогиб в любых условиях и на любом объекте. Простота конструкции и доступность деталей не вызовут сложностей при самостоятельном "проектировании" и изготовлении.
Первое положение уголков (на схеме) применяется для гибки широких кромок, бортов более чем 50 мм: коньков, ветровых лобовых планок, коробов, трубы прямоугольного сечения, водосточного жёлоба и т. п. На время выполнения этих гибов в центральное отверстие нижнего уголка №45 устанавливается болт М10-12 (можно и 14). Но при гибке таких деталей длиной более 1,25 метра из "жёсткого" железа или из стали 0,55 мм и толще, есть некоторые особенности - дополнительные приёмы плотного стягивания уголков в середине поворотной балки. Некоторые из них показаны на отдельном рисунке: "Гибка широких деталей" в каталоге "Чертежи, схемы, рисунки сайта" в разделе про листогибочный станок.
Второе положение тех же самых уголков применяется для отгиба узких кромок, бортиков (и даже фальцев) размером от 10 до 45 мм, чаще всего 15-20 мм; и гибки следующего за ними (большого) гиба отлива или парапета капельника. Чтобы заправить заготовку между уголками для выполнения второго гиба, правый конец верхнего уголка №50 следует снять (сдвинуть "на себя") на заранее выдвинутый поддерживающий его прут или штакетину. Гайка-"барашек" левого болта М8 при этом ослаблена, а правый болт М8 можно ставить резьбой вниз и без гайки. Прижимные струбцины с уголка снимать не надо - достаточно переместить их в любую сторону на момент переустановки детали. Если заготовка имеет большую длину или крупные габариты, на время её переустановки струбцины и верхний уголок приходится снимать (сдвигать с нижнего) полностью. В этом случае оба болта М8 устанавливаются в отверстия резьбами вниз и без гаек. Прежде чем снять верхний уголок, обязательно проверьте, выдвинуты ли для него правый и левый кронштейны.
Схема ручного листогибочного станка:
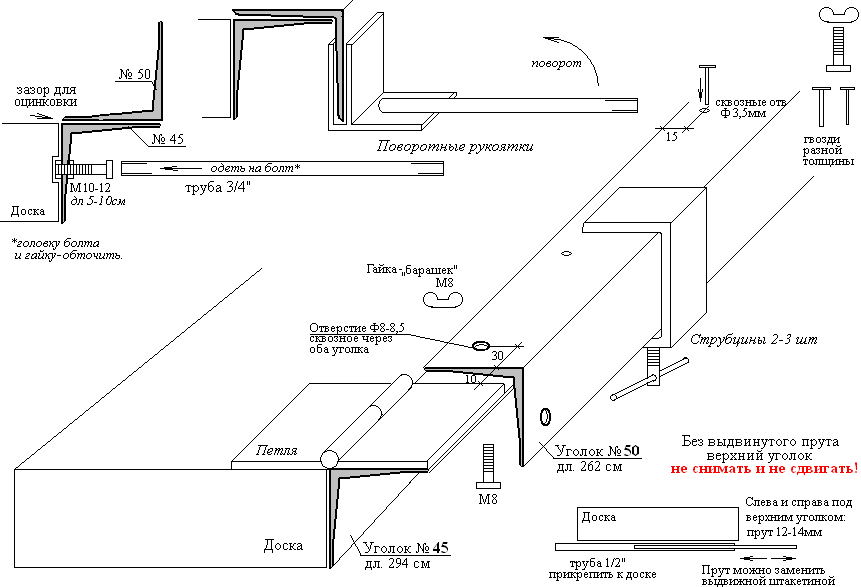
Внимание! Сквозные отверстия сверлить притянув уголки друг к другу струбцинами плотно, но не чрезмерно: чтобы можно было потом вставлять болты и гвозди-штифты в эти отверстия при свободном, нестянутом положении уголков. Зазор для отгибаемого края листа получится сам, за счёт лёгкого провиса нижнего уголка. Отверстия Ф3,5 мм для упорных гвоздей насверлить по всей длине станка примерно через 50 - 60 см, то есть для заготовок любой длины. Или разметьте расстояния между этими отверстиями с учётом стандартных размеров будущих заготовок, листа: меньше чем 1м, 1,25м, 2м, меньше 2,5 метра. Нижний уголок прикрутить к петлям короткими болтами М6, петли прикрепить к доске саморезами. Струбцины можно взять и другие, С-образной формы, но такая конструкция (на схеме) удобней, а в некоторых случаях необходима, так как позволяет гнуть кромку листа на угол более чем 90 градусов. Вместо прижимных струбцин можно изготовить и установить на станке прижимные механизмы кулачкового типа. Описание и размеры кулачкового прижима уголков будет дано позже.
Если требуется приспособление для выполнения большого количества простых и одинаковых операций, достаточно сделать самый простой вариант листогиба - кромкогиб. Край листа на определённую глубину заправляется в зазор между двумя уголками, и при их повороте вверх отгибается на нужный угол:
Схема ручного кромкогибочного станка, упрощённый вариант листогиба:
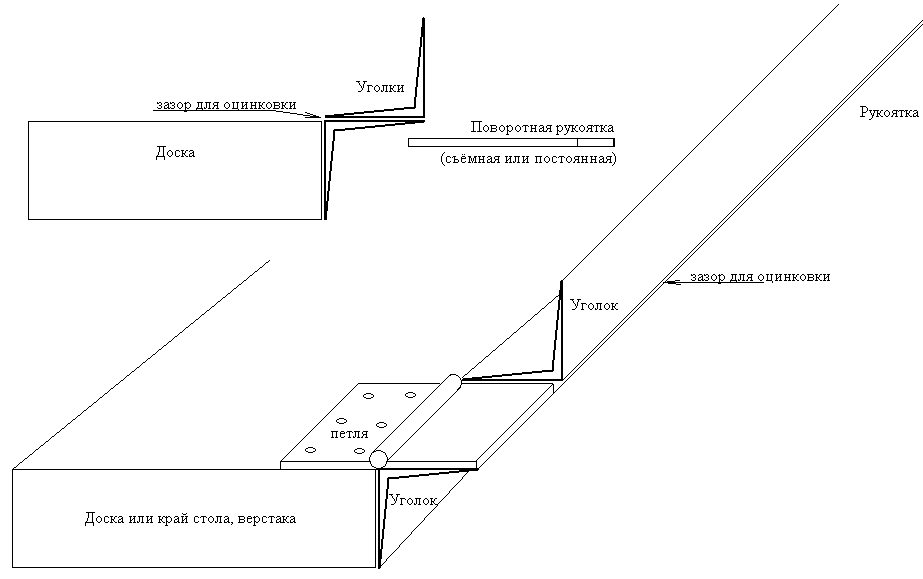
Длину уголков взять немного больше длины тех заготовок или листов, которые будете гнуть. Рукоятку для поворота уголков можно прикрепить постоянно или сделать съёмной.
